




一文读懂轿车后视镜产品结构剖析这才是模具大神
许多机壳类产品,为满意产品功用的需求,产品前后外表都规划有不同方向的孔或许卡扣,有的卡扣在一个方向上还不能出模,一定要经过其它组织的转化才干到达彻底脱扣的意图,如下图的产品左方向在出模方向上方向不相同,而且倒扣出在前模,此处应该出前模行位,在产品内部还有一处倒扣也是出在前模,内部倒扣解决办法主要有两种办法:要么做斜顶,要么做熟行位,因为此处倒扣出在前模适合做前模熟行位。今日给我们伙儿一起来共享前模行位与前模熟行位结构。期望能给我们一启示:
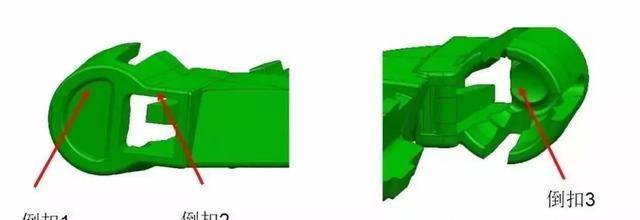
一、 倒扣1的镶件经过做挂台的方法挂在倒扣2上面,行位镶件2用杯头螺丝固定熟行位镶件3上面,行位镶件4运用T型槽与行位镶件3衔接,T型槽视点规划成35度夹角,如下图所示:

二、因为整套模具排位方法为1+1,行位镶件4经过杯头螺丝固定在大行位座子上面,整个行位的驱动力来自行位铲机,行位的限位方法运用DME标准件来约束行位行程:如下图所示:
在塑胶模具规划这条路上,你还在自学吗,局面逐个个人, 一台电脑,你还能走多远,坚持多久?现在重视小编,点开我头像或许姓名,私信回复学习 就能够取得职业最全材料以及模具规划职业五千人沟通群。
三、产品的内部倒扣出熟行位结构,因为空间的约束,前模熟行位选用T型槽衔接,小行位T型槽规划要注意:T型槽单边至少确保3MM以上的强度,T型槽视点一般在(30-45)度,这种结构的动力来源于铲机,轨迹规划在模仁上面,并用杯头螺丝固定。而且如下图所示:
四、顶出组织的规划:顶出方法有圆顶针,扁顶针,直顶,斜顶,司筒顶出,二次顶出,气顶等,本套模具运用1X8的扁顶顶出,产品的骨位多,空间小,不便于下 圆顶针,如下图所示:
五、 本套模具后模规划了两只镶件,镶件上面胶位很深,为了充沛冷却胶位,镶件上面规划冷却运水,规划镶件的别的一个意图:因为镶件上面骨位深,发生的气体多,镶件能够排气,因为是圆形镶件,在注塑过程中,因为注塑压力很大,圆形镶件要规划定位, 如下图所示:
六、整套模具触及前模行位,前模熟行位,所用模胚GCI模架,面板跟A板要开一次模,A板与B板也要开一次模,因而这套模具运用了操控开模次序的扣机组织,一般的扣机由以下三部分所组成:长剑,短剑,扣机盒。如下图所示:
七、运动原理:整套模具触及前模行位,前模熟行位,所用模胚GCI模架,面板跟A板要开一次模,A板与B板也要开一次模,因而这套模具运用了操控开模次序的扣机组织,一般的扣机由以下三部分所组成:长剑,短剑,扣机盒。当开模时,A板与B板被扣机扣死,只要面板与A 板翻开,开到某些特定的程度,扣机里边的绷簧紧缩,扣机松开,持续开模时,A板与B板翻开。如下图所示:
声明:本文由入驻搜狐大众渠道的作者编撰,除搜狐官方账号外,观念仅代表作者自己,不代表搜狐态度。
